
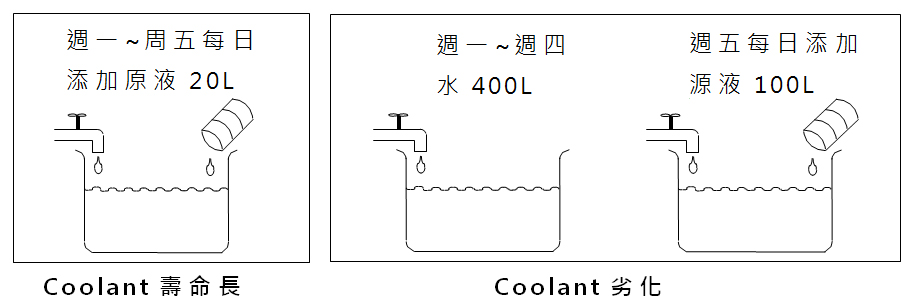
週一~周五每日添加原液20L。週一~週四水400L。週五每日添加源液100L
影響度/項目 |
切屑類 |
切屑大小 |
切屑多少 |
大 上圖為切屑與切削液之相對關係,為避免劣化促進,切屑去除是必要工作。 |
鑄鐵
非鋼鐵類 |
細
粗 |
多
少 |
上圖為切屑與切削液之相對關係,為避免劣化促進,切屑去除是必要工作。
項 目 |
測 定 目 的 |
管 理 目 標 |
外觀 |
液污濁程度 |
維持新液狀 |
臭氣 |
腐敗判定 |
無腐敗氣 |
濃度 |
性能判定 |
標準倍率 ± 10% |
pH 值 |
變質判定 |
8 . 5 以上控制 |
他油混入 |
劣化控制 |
10% 以下 |
防銹力 |
防銹判定 |
2 4 h rs |
生菌數 |
腐敗判定 |
10 3 個以下 |
原液、水補給 |
濃度控制 |
|
其他 油類 |
他油混入 |
|
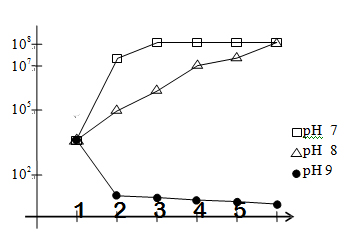
pH值與生菌之相關性,明顯得知pH值愈高愈可控制菌數之提高
機械在長期停機狀況下,因嫌氣菌量快速增加,切削油/液 劣化速度相對提高,而高溫夏季會更為嚴重。
因此;1) pH向上劑,靜菌劑適量之添加
2) 濃度必須提高
3) 切削油/液迴圈
為最有效之對策 , 避免 切削油/液劣化
















